

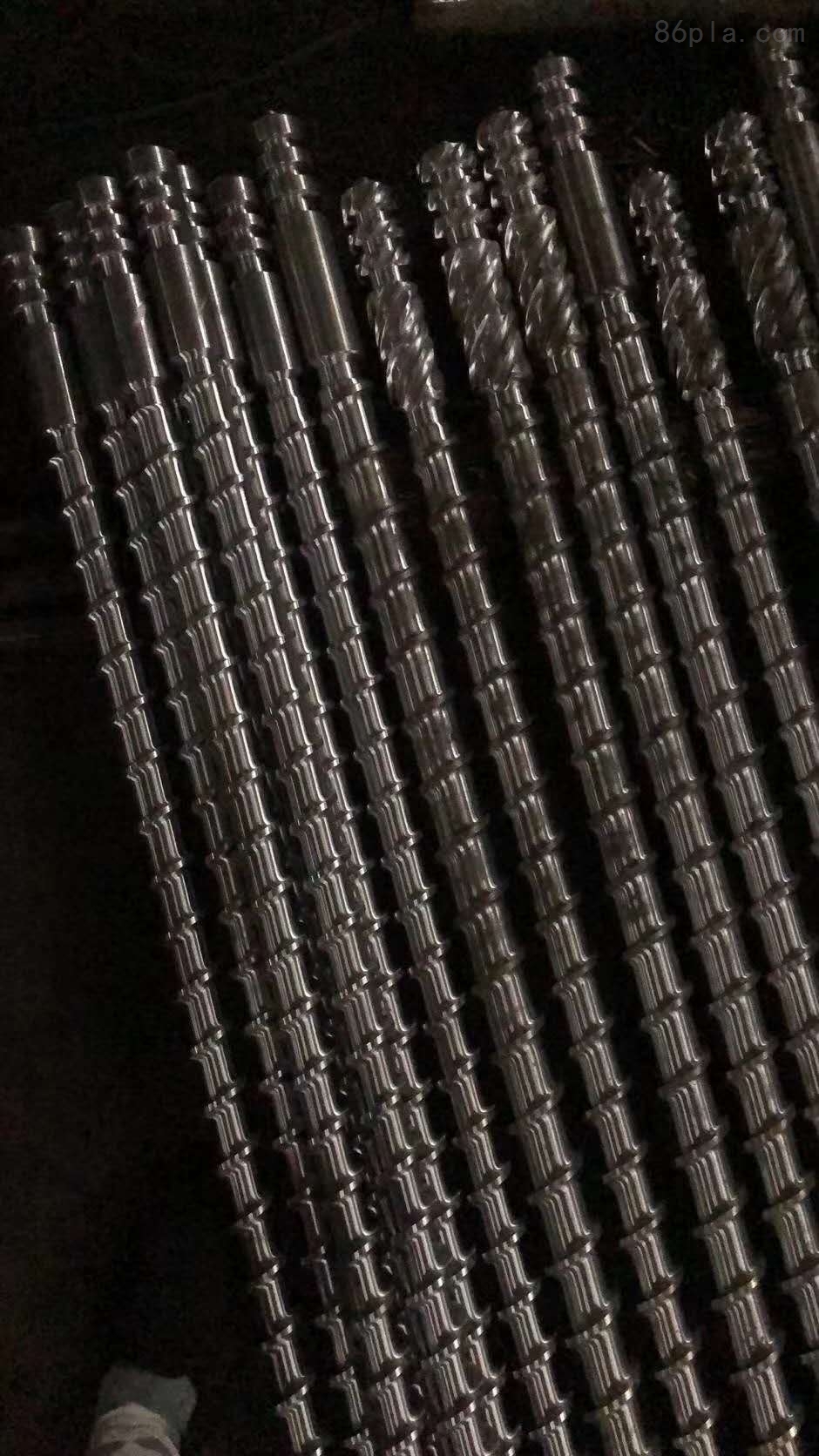
單螺桿合金擠出機機筒

擠出機機筒通常采用高強度和耐磨損的合金鋼材料制造,以確保其在高溫和高壓下的穩定性和耐用性。機筒內設有加熱器和溫度控制裝置,用于提供必要的加熱功率和精確控制擠出過程中的溫度。
擠出機機筒是擠出機關鍵的組成部分,通過加熱、旋轉和擠壓操作將原料加工成所需的產品形狀。它具有穩定性、耐用性和可控性等特點,廣泛應用于各個行業中。
螺桿是由螺紋和圓柱體組成的。螺桿沿中心線有長孔,可通冷卻水。螺桿的尾部裝在止推軸承內,避免擠橡時產生反作用力把螺桿推出。
螺桿的直徑比機身的鋼套內徑稍小,即螺桿的直徑與鋼套內表面要有間隙,其間隙一般控制在螺桿直徑的0.002~0.004倍。間隙太小會造成螺桿“掃膛”,產生磨損,甚至產生卡死螺桿的現象;間隙太大膠料回流影響擠出量,生產效率低,還會影響產品品質。
該產品是使膠料隨螺桿旋轉運動逐漸變為直線運動,向機頭方向推移,并與機身相配合,壓縮生熱、軟化攪拌,混合膠料。
螺紋特性:
螺紋深度與設備生產能力有直接關系,螺紋深度大,在一定壓力下,擠出膠料多。但膠料塑化困難,螺桿強度也差。螺桿螺紋深度一般控制在螺桿直徑的0.18~0.25倍。螺紋的推進面應該垂直于螺桿的軸線,而推進面的相對面應該有一定的斜度。相鄰螺紋的軸向距離稱為螺距,橡膠擠出機螺桿一般為等距不等深雙頭螺紋螺桿。
保養:
1、料筒螺桿未達到預先設置溫度時,切勿啟動機器。
2、防止金屬碎片及雜物落入料斗,若加工回收料,需加上磁性料斗以防止鐵屑等進入料筒。
3、使用防涎時要確定料筒內塑料*熔融,以免螺桿后退時損壞傳動系統零件。
4、使用新塑料時,應把料筒的余料清洗干凈。
5、當熔融塑料溫度正常但又不斷發現注塑產品出現黑點或變色時,應檢查螺桿過膠頭、過膠圈、過膠介子是否有磨損。
單螺桿合金擠出機機筒清洗時的注意事項:
1、要準備好通風條件,因為加工過程中會有煙霧產生。
2、勻速轉動螺桿,均勻對表面加熱,不要只在某一點加熱螺桿,否則一邊的熱應力會造成螺桿扭曲變形。
3、螺桿溫度不能超過400℃(包括螺紋),否則會降低螺桿硬度和抗磨損能力。
④當處理止逆環時應特別小心,因為止逆環上的薄壁部分加熱溫度上升幅度較快。
⑤用鋼絲刷清洗注塑機螺桿,用砂布拋光螺桿表面(砂粒等級240~280號)。
⑥用火焰燒除內螺紋上的殘料(左旋螺紋),然后用鋼絲刷*清洗螺紋。
⑦當旋上螺桿頭時,涂上HSC油膏。不可使用其他種類潤滑油或油脂來潤滑螺桿螺紋,這些潤滑劑在高溫下發生焦化反應,留下的殘余物可能卡住螺桿頭。
⑧避免讓硬物撞擊螺桿,使螺桿產生裂紋或斷裂。
⑨維修時,特別是維修加熱過的注塑機螺桿機筒時,必須戴上防護面罩和眼鏡。
上一篇:工業擠出機合金螺桿 下一篇:海天注塑機機筒系列
